2026-03-11 Отчёт
11.03.2026 (ср)
Сотрудники сегодня
Работы
Станок: BFW800
Деталь: 750-23.00.014 Ступица
ОП: 10
Отчёт: Изготовлена одна деталь по второй операции. Оптимизация обработки.
Отчёт: Наладка детали по оп. 10. Переустановка кулачков. Загрузка режущих инструментов в станок.
Станок: BFW80 149-1
Деталь: 750-23.00.015 Барабан тормозной
ОП: 10
Отчёт: Доработка cam-проекта на деталь "Барабан тормозной 750-23.00.015" (изменение стратегии обработки из-за негодного торцевого биения). Ожидание результата замера. Аттестат по замеру был готов в 16:20.
Станок: Uni.5_LX1250-EFXY003
Деталь: 750-23.03.060 СБ Корпус дифференциала
ОП: 15
Сделано за сегодня: 1
Сделано всего: 28
Отчёт: Ожидание обмера деталей. Обработка корпуса в сборе. Исправление 750-23.03.061 Ступица дифференциала
Станок: MYNX6550
Деталь: 525-23.07.042 Опора
ОП: 10
Сделано за сегодня: -
Сделано всего: -
Отчёт: Подготовка режущего инструмента для обработки детали. Остался только резец для расточки. Он находится на цис завода. Завтра Олег Кравцов обещал предоставить. Правка cam-проекта обработки детали.
Станок: Ячейка 151.1
Деталь: 750-23.00.024 Шестерня венечная
Отчёт: Работа с программой робота
Станок: PUMA 2450
Деталь: 750-23.01.014 Втулка
ОП: 40
Сделано за сегодня: -
Сделано всего: 4
Отчёт: Ожидание результатов согласования времени. Деталь прошла замеры, по результатам деталь годная. Заполнение таблиц по стойкости инструмента по изготовленным деталям.
Станок: PUMA2450
Деталь: 525-23.02.012 Крышка
ОП: 35
Сделано за сегодня: 6
Сделано всего: 16
Отчёт: Подготовка к ОПП, поиск разбросанных пластин. Оператор самостоятельно сделал наладку под контролем наладчика. Запуск ОПП, изготовлено 6 шт.
Проблемы: Ожидание согласования для начала работы 3 часа.
Станок: MYNX6550
Деталь: 750-23.07.041 Водило
Отчёт: Доработка ранее изготовленных деталей (CБ 55, 19, 30, 28) по Ø40. Расточка отверстий до Ø40,5 (на данных деталях будут использоваться увеличенные штифты).
Станок: NHM6305
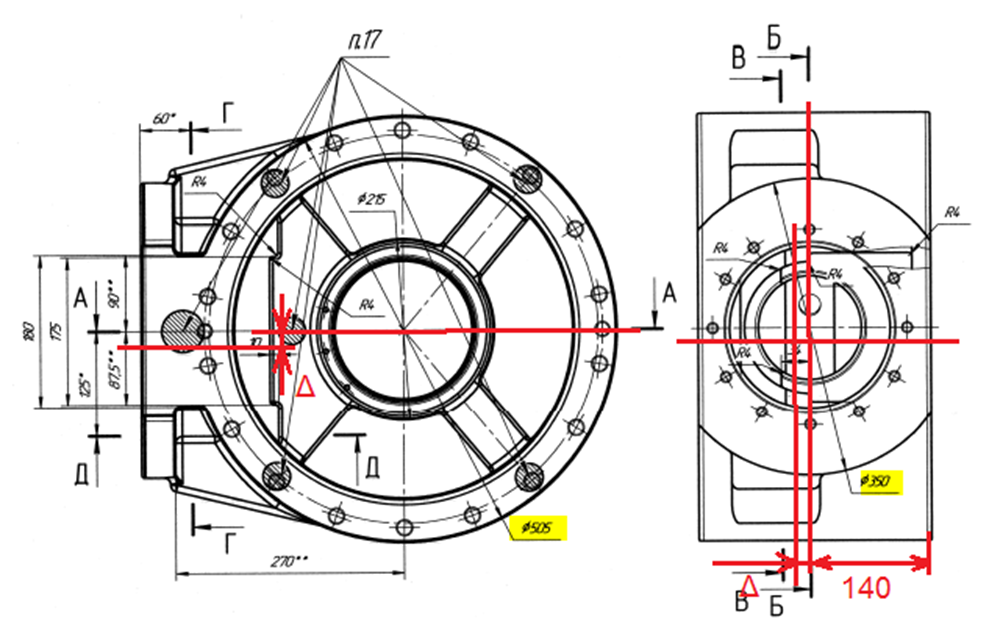
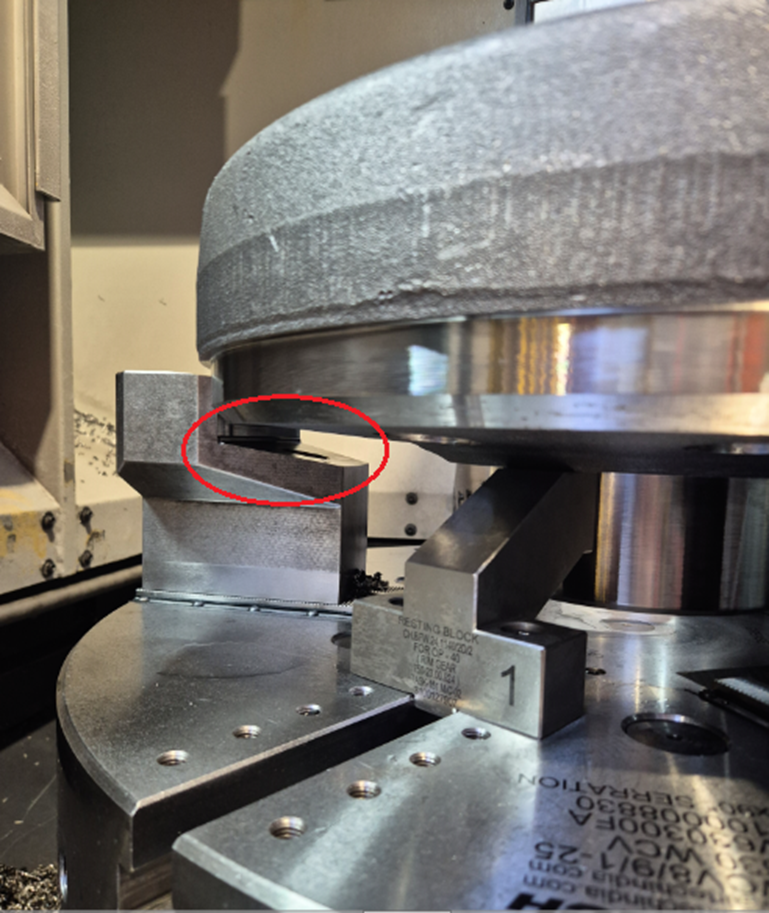
Деталь: 750-23.02.031 Картер главной передачи
Отчёт: Анализ КД на заготовку. Максимально возможный самостоятельный замер заготовки. Параллельно одна из заготовок с недостаточным припуском под мех. обработку была передана на обмер КИМ и БТК.
- Прорабатывали момент перераспределения припуска по Y (окончательный габарит детали 265. Заготовка для Горизонтально-фрезерного станка имеет габарит 269 мм. Размер до обрабатываемого отверстия в КД - 138 мм; в заготовке – 140 мм). Припуск по 2 мм с каждого торца. Как оказалось, что на некоторых деталях нет припуска для растачивания не только по оси Y, но и по X.
- Есть предположение, что ось наружного диаметра Ø505 (база на токарной с ЧПУ) и ось Ø350 (обработка предварительного Ø197) имеют недопустимо высокое смещение. Деталь передали на обмер КИМ для замера данного смещения.
Станок: MYNX6550
Деталь: 525-23.05.011 Суппорт тормоза
ОП: 20
Сделано за сегодня: -
Сделано всего: 10
Отчёт: Нет результатов КИМ. Сборка инструмента на 525-23.00.031 Кожух.
700.23.00.050-1 СБ Суппорт тормоза MYNX 6550 SP48- Отсутствие суппортов с запрессованными втулками
Станок: BFW800 151-3
Деталь: 750-23.00.024 Шестерня венечная
ОП: 40
Отчёт: Отработка автоматизации по оп. 005 – 010 (сырой поток) совместно с Мешалкин С. Доработка кулачков «под уклон» для лучшего стружкоотделения.
- Колпаков Владислав
- Сазанцов Владимир
- Крутских Алексей
- Квятковский Антон
- Наумов Николай
- Новиков Павел
- Рябинин Сергей
Отчёт: Устранение замечаний на станках
Всего: 394
Согласовано ТП полностью: 1
На согласовании: 17
Нормоконтроль: 2
Главный специалист: -
Метролог цеха 220: -
Начальник ТБ цеха 220: 11
ТБ и ОТ: 4